

By Lorie Hailey
(Editor’s note: This is part 13 in our series about how Kentucky’s business leaders are responding to the challenges presented by COVID-19. See the full report.)
Shoppers have kept bleach, isopropyl alcohol, hand sanitizer and disinfecting wipes cleaned from the store shelves since Kentucky began taking measures to fight the spread of COVID-19. A Northern Kentucky chemical manufacturer is operating 16 hours a day to refill supply chains.

Camco Chemical in Florence produces disinfectants, sanitizers, soaps and detergents as well as aircraft de–icing fluids and agricultural, car wash, automotive maintenance and environmental remediation chemicals – more than 3,000 products. The plant blends, packages, warehouses and performs order fulfillment for chemical products in liquid, powder, emulsion and gel.
“We have been absorbing more demand from some of our other customers who have their own manufacturing facilities and are trying to free up capacity. We have also been working with a number of new customers who need a manufacturing partner with capacity and capabilities to support their critical products,” said Adrian Hothem, Camco president and CEO.
“There is certainly an added sense of urgency that our team is responding to in working with customers,” Hothem said. “As an example, we went from working with a new customer to understand product requirements and needs to producing more than 75,000 gallons of a disinfectant product within a matter of a couple weeks, a process that under normal circumstances may take months to finalize.”
The plant has remained fully operational during the crisis, running three shifts a day (one for cleaning and maintenance) with 210 employees and additional temporary and contract workers. Some of its business slowed or stopped during the pandemic, but demand for disinfectants and sanitizers has risen significantly, he said.
The company’s flexibility has helped Camco manage the challenges of dealing with COVID-19, Hothem said, especially in adapting its processes to keep employees safe.
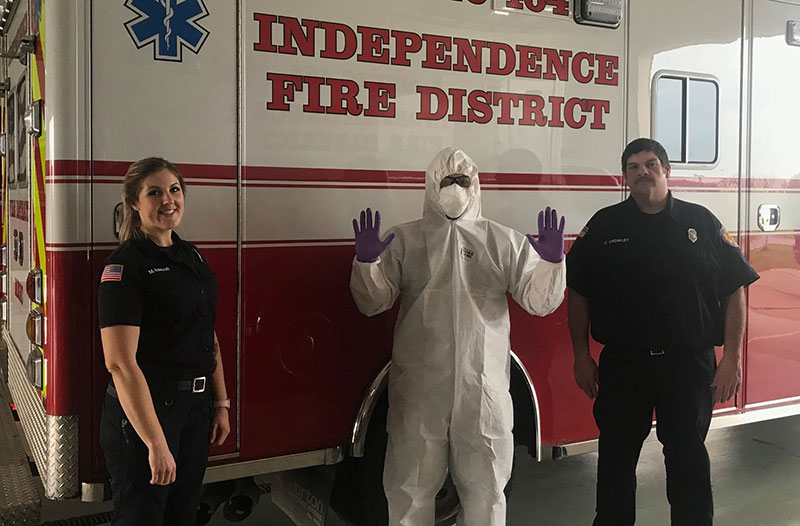
Last month, Camco donated personal protective equipment to the Independence Fire District, St. Elizabeth Business Health and to the state via the Kentucky Chamber of Commerce. The donations included N95 respirators, Tyvek 95+ protective suits, nitrile gloves and disinfectants.
“Donating PPE has been one of the easiest decision to make over the last month. It’s just the right thing to do,” Hothem said. “To beat COVID-19, we all need to do our part, and that means making sure our family, friends and neighbors who are working on the front line as nurses, doctors, paramedics, etc., have the essential tools to do their jobs safely. This virus may grow and spread exponentially but so does doing some good. If one N-95 mask allows a nurse to help 10, 50 or 100 people, I think that has a very exponential, positive effect in our community and our state.”
Hothem shared more about the company’s response to the global pandemic for our Making It Work series.
The Lane Report: When it became clear drastic measures would be required to contain the spread of COVID-19, how did your company react? How quickly did you come up with a plan? What was the plan?
Adrian Hothem: Our senior management team came together in March and focused our response efforts around five key elements: people; supply; customers; operations; and health and safety.
First, we wanted to ensure we had clear communication with employees on everything, including Camco’s plan to remain operational; changes to processes; education on federal and state guidelines; management of PPE; and responding to employee questions about time off for child care and sickness. We then focused on identifying potential raw materials for EPA sanitizers and disinfectants and packaging materials that would likely be in critical demand and began coordinating with our supply partners.
Our sales and customer service team worked with customers to understand if specific product demand was likely to increase, decrease or stop entirely. Demand impacts were quickly fed into our operational planning processes, which allowed us to temporarily reallocate employees from different operational areas that were likely to see a drop-off into higher demand operations.
Our operations team also ramped up our bottling operation to run all eight of our bottling lines for 16 hours a day. Our technical services team began evaluating the status of critical PPE that is normally distributed via a vending machine system and implemented additional controls to ensure appropriate access while minimizing overuse or waste in order to preserve essential materials.
TLR: How have processes been altered to help limit the spread of COVID-19 but still serve your clients?
Hothem: Through this, we have had to adapt some of our processes such as increasing the frequency of cleaning throughout the facilities, modifying the timing of break to limit the number of employees in an area at a time, and adding a temporary tent outside to provide additional space for people to take breaks and maintain distance from each other. It has ultimately come down to our team’s ability to adapt, focusing on the things we can control and communication.
TLR: Did you conduct any special trainings or have to purchase any new equipment, etc., to respond appropriately?
Hothem: For the last year, we have been actively expanding on our capacity, especially related to blending and packaging of liquid products in bottles. We just completed the installation of two additional packaging lines in January and February so when COVID-19 hit here in the U.S. in March, we were in a good spot in terms of being able to respond. We have done some slight modifications to increase capacity on some existing equipment specifically for bleach based products and have that operation now running daily to meet COVID-19 demands.
TLR: Are you operating with a full staff right now? How have employees responded to changes at your facility?
Hothem: We are very fortunate to be able to continue to operate with a full staff. Our employees have responded to this entire situation by focusing on the critical tasks and activities that we as an organization need to do to make sure our customers get the products they need. I have never been prouder of our entire team. Each day, our team comes to work ready to get the job done and does it with a great attitude, even as things change whether that be customer related, supply related or internal process.
TLR: Do you have any employees doing their work remotely? (Administrative, etc.) If so, what were the challenges in getting that set up?
Hothem: As a manufacturer, very few jobs can be done remotely. Our office and administrative spaces are isolated and most spaces are private offices. We have taken additional steps to limit unnecessary movement. We responded early on by restricting access to facilities by non-employees (suppliers, customers, etc.), which meant putting some facility projects on hold, but that is a small price to pay to help keep everyone healthy and safe.
TLR: What has been the biggest challenge?
Hothem: The biggest challenge has been navigating the ever-changing landscape, from school closures which meant working to identify how alternate childcare may impact our employees, changing simple social behaviors to maintain necessary distancing and understanding impacts of relief efforts at a local, state and federal level. Every day brings a new wrinkle that has to be addressed.
Right now, one of the largest challenges that Camco, and much of the country and world, faces is the impacts to the larger supply chain. We are starting to see chemical and material markets tighten up. Some of this is a result of the global supply chain with feedstock coming out of countries and regions around the world that are at different stages of dealing with the COVID-19 pandemic. That coupled with the increased demand has created a strain on the system that cannot be fixed with the flip of a switch. I expect that supply chain impacts are likely to continue through the rest of 2020 and into 2021, but I am hopeful as I see our network taking steps to expand capacity in the short and the long term.
TLR: You donated PPE. Do you have any other things planned?
Hothem: We will continue to look for ways where we can help. We have been in communication with the Kentucky Distillers Association to identify needs for small bottles to be used to make hand sanitizer. Camco has always focused on solving supply chain problems; we just happen to find ourselves solving some slightly different problems these days.
In mid-March when restaurants were closing down and so many people in our community were being impacted, I wanted to do something to support the community as well as say “thank you” to our employees. We ended up purchasing more than 200 gift cards to local restaurants and giving them to each of our employees. It was a win-win. Last week, we rolled out an employee appreciation program for the month of April to provide employees a cash bonus, again as a way to say thank you for their continued efforts.
TLR: Is there anything else you would like to add?
Hothem: Despite the challenges that we each face, personally and professionally, I am optimistic that this experience is going to make us realize how interconnected we all are and serve as a rallying point for bringing about some change in how we think about our community, region, state, country and world. This experience has certainly proven to me that the best solutions can’t fall to one person but take a broader team and community to solve.
Share your story
We want to hear how business leaders across the state have responded to the challenges presented by COVID-19 and the efforts to stop the spread of it. If your business would like to share its story, email Lorie at [email protected].










Add Comment